
Lorsque les choses se compliquent, les spécialistes en intralogistique de Vollert sont les bonnes personnes à qui s'adresser. Pour l'industrie de l'aluminium et des métaux, les experts développent des systèmes de stockage et de flux de matériaux clés en main et déplacent des pièces pesant jusqu'à 50 tonnes ou plus. Mais les exigences de BILSTEIN n'étaient pas quotidiennes : " Le stockage suspendu entièrement automatisé de bobines d'acier pesant jusqu'à 31 tonnes est un défi en soi, et en outre les bobines varient aussi individuellement en taille et en largeur ", explique Lars Strobel, chef de projet ventes chez Vollert. " Nous avons déjà construit plusieurs fois des systèmes de stockage similaires, donc la tâche ne nous était pas étrangère ".
BILSTEIN recherchait une solution pour un magasin tampon en amont avec accès direct aux bobines individuelles afin d'assurer une utilisation optimale de la nouvelle ligne de refendage. A Hagen, le spécialiste des feuillards laminés à froid fabrique entre autres des produits pour l'industrie automobile, qui sont utilisés dans la chaîne cinématique jusqu'au système de sièges. Les exigences des clients BILSTEIN sont donc variées. La pré-production fournit des bobines d'acier spécifiques au client avec différents diamètres et largeurs. Celles-ci sont ensuite rognées avant d'être livrées sur la ligne de refendage et pré-assemblées à la longueur souhaitée. Vollert a installé un entrepôt à rayonnages en porte-à-faux avec équipements de stockage et de récupération, y compris les rails et les clôtures de sécurité de la zone entièrement automatisée. En tant que partenaire clé en main, Vollert a également fourni la technique de commande complète. Le nouvel entrepôt tampon à hauts rayonnages assure désormais une utilisation optimale sans temps morts.
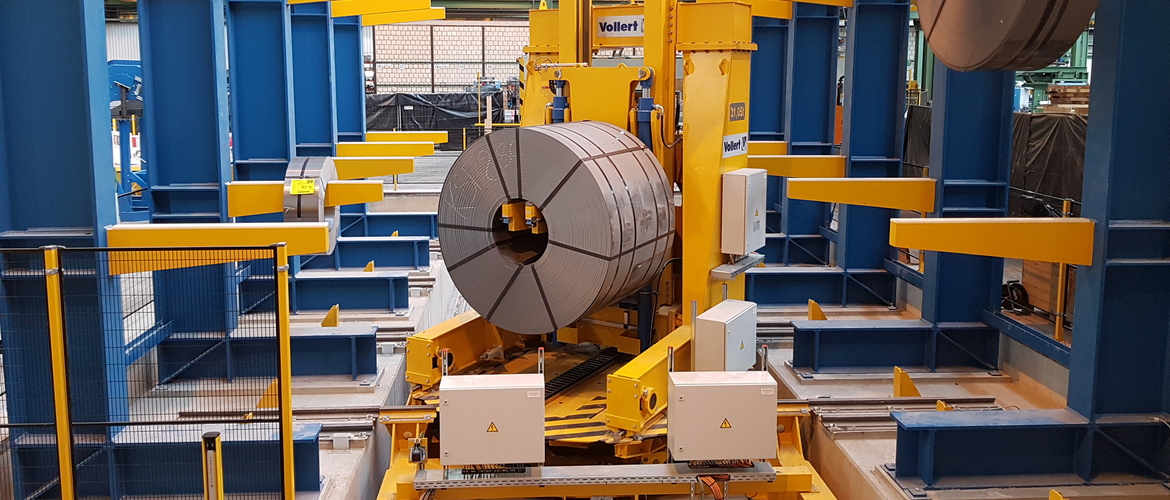
Stockage dans l'oeil de la bobine
L'installation de l'entrepôt en porte-à-faux à deux étages a eu lieu dans un hall existant de faible hauteur. Deux bobines d'acier d'un poids total maximum de 62 tonnes sont stockées suspendues dans l'oeil de la bobine - le seul point fixe, car les circonférences des bobines varient. Au total, 10 étagères sont disposées en parallèle sur deux rangées, actionnées par un transtockeur à entraînement central, d'une hauteur de levage de 2,5 m. Après la livraison des bobines de taille humaine par chariot élévateur, la mesure automatique a lieu en premier. " Ici, nous déterminons la position exacte de l'œil ainsi que la largeur et la profondeur de la bobine. La mesure de la profondeur est importante pour pouvoir placer la bobine aussi loin que possible sur le bras en porte-à-faux pendant le stockage ", explique Kevin Dietrich, chef de projet chez Vollert. " De cette manière, la répartition de la charge et donc la charge sur les bras en porte-à-faux sont optimisées.
Transtockeur avec fonction de levage et de rotation
Étant donné que les bobines ne peuvent pas être placées sur la surface extérieure comme d'habitude pendant le stockage, le transtockeur ou l'appareil de stockage et de récupération a dû être monté rotatif sur un châssis et équipé d'un chariot élévateur de sortie. Pour la prise de la bobine, le chariot élévateur de sortie se déplace au chevalet support de la bobine, la soulève et retourne au châssis de translation du transtockeur. Pendant le déplacement longitudinal, le chariot supérieur du transtockeur tourne ensuite vers la droite ou vers la gauche jusqu'à l'emplacement de stockage dans l'entrepôt à deux rangées pour déposer ensuite la bobine sur le bras en porte-à-faux. La récupération s'effectue dans l'ordre inverse. Ici aussi, un chevalet support forme l'interface mécanique et électrique, à partir de laquelle un chariot de transport prend en charge la bobine pour un traitement ultérieur. Les quantités résiduelles restantes sont retournées à l'entrepôt tampon après emballage. " Nous avons ainsi obtenu un approvisionnement et un service continus et robuste de la ligne de coupe et en même temps, les processus automatisés garantissent un transport sans dommages et sans heurts des bobines dans l'entrepôt ", explique M. Dietrich. Malgré les exigences particulières de BILSTEIN, Vollert n'a eu besoin que d'un an entre la planification et la réception. Le montage a eu lieu en été 2019.




