India, un país de contrastes y con más de 1.200 millones de habitantes, es, después de China, el segundo país con mayor población del mundo. El paso de este país originalmente agrario a nuevos campos tecnológicos, así como la transformación económica y social que ello conlleva, también tienen un efecto positivo en la industria de la construcción del país. Esto también puede constatar la empresa constructora Precast India Infrastructures Pvt Ltd., con sede en Pune, al oeste del país. Como proveedor global, Precast India Infrastructures, en estrecha colaboración con arquitectos, planificadores y estudios de ingeniería, elabora sistemas de edificios llave en mano para viviendas, locales comerciales, polígonos industriales, centros comerciales, hoteles o escuelas. En la sede de Pune, hasta ahora se fabricaban principalmente placas alveolares pretensadas con la tecnología de máquinas deslizantes de Echo, así como pilares pretensados y sin pretensar y vigas, escaleras, muros de contención, además de adoquines y bordillos. Debido al notable crecimiento de la construcción de viviendas y de naves industriales, sobre todo en las zonas de expansión urbanística de la India en torno a Bombay y Nueva Delhi, y debido también al mayor uso de la construcción con prefabricados, ahora se decidieron abrirse a una nuevo campo de negocios. Para la nueva planta de producción, en la que en primer lugar se fabricarán muros macizos y placas macias y prelosas, se tuvo en cuenta, ya desde la fase de planificación, la posibilidad de ampliar la capacidad de producción, así como una posible ampliación posterior de los productos, como muros dobles o elementos de hormigón con núcleo aislado.
El know how y la tecnología "made in Germany" convencen
Precast India Infrastructures apostó por un constructor de plantas con experiencia que no solo proporcionó el know how y la moderna tecnología "made in Germany", sino que, sobre todo, adaptó los procesos de producción exactamente a las condiciones existentes en el país. "Además para nosotros era importante que con Vollert India Pvt Ltd., en Nueva Delhi, siempre contamos inmediatamente con una persona de contacto directa", señala Ajit Bhate, MD de Precast India Infrastructures.
Vollert Anlagenbau, de Weinsberg (Alemania), desarrolló, bajo la dirección técnica del Ing. Jürgen Hesselbarth y teniendo en cuenta los modelos de planificación 3D, diferentes situaciones que se presentaron en las reuniones mantenidas sobre el proyecto con el fin de poder tomar una decisión a favor del concepto de planta más económico. La estructura de la planta incluía también planos de cimientos y de vanos para las diferentes máquinas de los procesos, y para el circuito de carrusel. Para poder adaptar perfectamente la maquinaria de la planta a las condiciones del mercado del lugar y al mismo tiempo reducir los costes de transporte y de aduanas, se optó por fabricar algunos componentes, como las paletas de encofrado, directamente en la India. "Esto fue posible, sobre todo, gracias a nuestros amplios conocimientos sobre el mercado indio", apunta Hesselbarth.
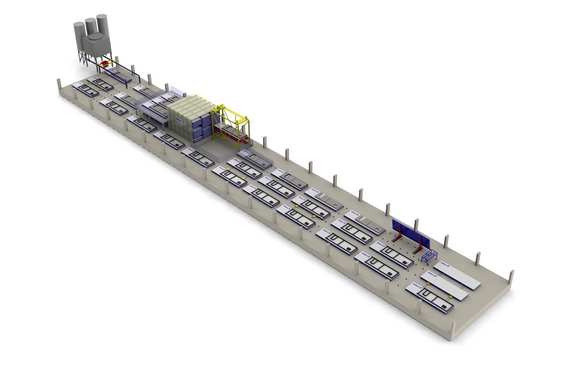
Tomando como base una capacidad de producción de 120 m2 de prefabricados de hormigón a la hora, se optó por un circuito de paletas parcialmente automatizado. La fabricación de los muros macizos y de las placas macizas y prelosas tiene lugar mediante paletas de encofrado con unas dimensiones de 12,50 x 3,50 m y una anchura de fabricación máxima de 3,20 m. De este modo, con un grado de utilización del 60 al 80% se pueden fabricar aproximadamente de 25 a 30 m2 de prefabricados de hormigón por paleta y hora. Las paletas de encofrado se encuentran continuamente en el carrusel, lo que, a diferencia de una producción estacionaria, proporciona procesos de producción muchos más eficientes y con ello una mayor productividad de la planta. "Se trata del primer circuito de carrusel de la India con este nivel tecnológico. De este modo nos situamos inmediatamente a la cabeza del mercado", comenta Bhate.
El circuito de carrusel se encuentra en una superficie de 170 x 25 m y se ha diseñado de un modo tan flexible que la capacidad de producción se puede ampliar en todo momento con más paletas y una cámara de curado más grande. Pero al mismo tiempo se ha considerado la posibilidad de ampliar la gama de productos con muros dobles o elementos de hormigón de núcleo aislado.
Estructura de la planta flexible y procesos eficientes
En primer lugar, las paletas de encofrado se limpian con un dispositivo de limpieza de encofrados estacionario. Los cepillos y un rascador de acero liberan a las paletas de los restos de hormigón y pegamentos adheridos. A continuación, la paleta se desplaza en sentido transversal a la propia línea de producción. A partir de este punto, las paletas se desplazan sobre caballetes con ruedas por dos líneas de producción dispuestas en paralelo, una "standard part line" para piezas normalizadas y una "special part line", destinada a la producción de piezas especiales con procesos que requieren más tiempo, como la colocación de armaduras especiales. Para poder reaccionar de la forma más flexible posible, en diferentes posiciones dentro de la línea de producción, la paleta puede pasar en sentido transversal a la otra línea de producción. Este transporte transversal tiene lugar, al igual que en toda la planta, mediante pares de carros de elevación transversal que son alimentados de electricidad a través de una cadena de alimentación de energía. Después de un posicionamiento exacto de los carros de elevación transversal debajo de la paleta, ésta se levanta hidráulicamente antes de que se desplace de forma sincronizada en sentido transversal a la nueva posición.
En el primer paso tiene lugar la colocación de los perfiles del encofrado sobre la paleta. Esto se lleva a cabo bien manualmente o con un marco de encofrado prefabricado que se coloca sobre la paleta con una grúa de manejo móvil. Además se colocan otros accesorios como enchufes eléctricos, marcos de ventanas o bastidores de puertas. A continuación se aplica manualmente el agente desencofrante sobre la paleta para que después el prefabricado de hormigón no se quede pegado en ella.
Después de colocar la armadura, la paleta se traslada para el hormigonado. El distribuidor de hormigón, que se controla me - diante un panel de mando portátil, se desplaza con un dispositivo de desplazamiento tipo pórtico directamente debajo de la planta de hormigón, en donde se llena el depósito de descarga. Una vez la paleta prepa preparada se ha fijado a la estación de compactación mediante un sistema hidráulico, el distribuidor de hormigón de tornillo sinfín vierte el hormigón por toda la superficie de la paleta. Para una dosificación exacta, el distribuidor de hormigón cuenta en total con nueve tornillos de descarga. El suelo del depósito del tornillo se puede abatir neumáticamente permitiendo así limpiar fácilmente la unidad de descarga del tornillo sinfín.
La compactación del hormigón se lleva a cabo con una estación combinada de agitación/vibrado. Para el movimien to de agitación, un motor de sacudidas centrado con correas dos masas excéntricas. Esta compactación de baja frecuencia del hormigón hace posible un movimiento de agitación circular óptimo que origina poco ruido. Diferentes programas de compactación permiten, además, ajustar con precisión la energía de compactación y elaborar también hormigón más rígido. La compactación del hormigón puede realizarse, como alternativa, o también de forma adicional, a través de una estación de vibrado integrada de alta frecuencia. Para ello la energía de vibración de los ocho vibradores externos se transmite a la paleta a través de los bastidores de ruedas. En ambos casos, la colocación de la paleta se lleva a cabo a través de una línea de rodillos que se puede descender, si es necesario, la unidad de accionamiento para el vibrado se levanta con un sistema neumático.
Un aparato de servicio de estantes que se desplaza por el suelo, preparado para una carga útil (peso propio de la paleta más la cantidad de hormigón) de hasta 25 t, se encarga posteriormente de introducir y retirar automáticamente las paletas de la cámara de curado. La cámara de curado consta de tres torres de estantes con 14 compartimentos para paletas cada una. Al introducer y retirar las paletas, el aparato de servicio de estantes activa los portones de los estantes con un dispositivo de apertura de segmentos. Las paletas se introducen y se retiran mediante ruedas de fricción y un desplazador de barra dentada.
Para reducir los costes de funcionamiento y de mantenimiento, se aumentó la seguridad contra la rotura del cable del aparato de servicio de estantes. Mediante el correspondiente dimensionamiento de los rodillos de inversión, los tambores de cable y el cable, así como con materiales de alta calidad, se prolonga la vida útil hasta cinco años. Vollert es el único fabricante que utiliza una suspensión de cable con un Sistema de amortiguación que, en caso de sobrecarga del cable, absorbe la fuerza de tracción generada en un paquete de amortiguación evitando que se rompa el cable. También en este caso se tuvo en cuenta una posible ampliación de la capacidad. Justo enfrente de la cámara de curado ya existente hay una superficie con cimientos para otras dos torres de estantes con un total de 28 compartimentos para paletas.
Para fabricar muros o forjados macizos, después de un tiempo de curado de unas tres horas, los elementos de hormigón se transportan a través de la cámara de curado a la estación de trabajo que se encuentra detrás para el alisado. Aquí en un momento posterior también se puede instalar una alisadora de aspas automática. La estación de alisado se encuentra en un segundo nivel, directamente sobre la línea de producción. Esto hace posible que las paletas, que llegan del proceso de hormigonado, se pueden transportar directamente hasta la cámara de curado pasando por debajo de la estación de alisado. Cuando se alcanzan las características de la superficie deseadas, la paleta se vuelve a situar en la cámara para continuar el curado. En cuanto se alcanza el tiempo de curado definitivo, la paleta con el prefabricado se retira de la cámara a través de una de las torres de estantes exteriores para su desencofrado.
Para la fabricación de muros dobles, después en esta zona de la nave, en el circuito se puede integrar un dispositivo de giro de paletas. Para ello se dispusieron cimientos y se realizaron huecos en el suelo de la nave. De este modo, la primera capa del posterior muro doble puede transportarse directamente hasta la zona de giro por debajo de la estación de alisado. De manera que, más adelante, es posible realizar perfectamente una conexión de la cámara de curado al aparato de giro de paletas. En esta zona de trabajo también se puede integrar a posteriori una segunda estación de agitado.
Para levantar los elementos macizos desencofrados, una vez se han retirado los perfiles de encofrado de la paleta, los elementos se levantan en la siguiente estación de trabajo con una mesa de volteo hasta alcanzar un ángulo de 800 para después levantarlos cuidadosamente de la paleta. Las prelosas se apilan sobre bastidores en posición horizontal con una grúa antes de ser transportados a la zona exterior. Después los perfiles de encofrado se limpian con la mano de los restos de hormigón y se vuelven a utilizar en el circuito de paletas.
Procesos de trabajo visualizados "situados en escena"
Todos los componentes de la planta están controlados a través de un ordenador de visualización central. Éste permite visualizer toda la configuración de la planta, así como los datos de producción. El control de las máquinas de los procesos tiene lugar a través de un total de 19 paneles de control que se encuentran directamente en la correspondiente estación de trabajo. Toda la automatización de la planta se realizó con los ingenieros de Vollert en estrecha colaboración con Precast India Infrastructures.
De esta manera se pudieron tener en cuenta las condiciones especiales de la planta. La técnica y el know how "made in Ger many", así como un cierto grado de automatización caracterizan este concepto de planta. "Sobre todo los procesos de trabajo flexibles hicieron que pudiéramos alcanzar volúmenes de producción económicos con una elevada calidad. Mediante opciones de ampliación podremos realizar, también en el futuro, elevadas capacidades de producción o incluso introducir nuevas líneas de productos, como muros dobles", señala Ajit Bhate, MD de la empresa. Gracias a la nueva planta de producción, Precast India Infrastructures puede conquistar este Nuevo mercado en poco tiempo y satisfacer la elevada demanda del mercado indio.
"Nos alegramos de que con Precast India Infrastructures hayamos ampliado el círculo de clientes satisfechos y agradecemos la buena colaboración y el elevado compromiso, especialmente del señor Bhate y le deseamos a todo el equipo un futuro lleno de éxito con el nuevo circuito de paletas de Vollert", afirma Debashish Roy, Country Head Vollert India Pvt Ltd.