India - land of contrasts; with more than 1.2 billion inhabitants, after China the second most populous country on earth. Formerly the Indian economy was primarily agricultural - the change in direction towards new technological fields, with the associated economic and social effects has had a positive effect on the domestic construction industry. The construction company Precast India Infrastructures Pvt Ltd, with its head office in the city of Pune in Western India, was aware of these developments. As one-stop precast solution provider Precast India Infrastructures develops in close cooperation with the client´s architects, structural designers and consultants turnkey building concepts for residential housing, commercial properties, industrial parks, shopping malls, hotels and schools. At the company headquarters in Pune mainly hollow core slabs with Echo slipformer technology are produced, as well as prestressed and precast beams and rafters, stairs, compound walls, paving blocks and kerb stones. Due to the strong growth in the residential and industrial building sector, especially in the Indian conurbations around Mumbai and New Delhi and the increasing use of precast concrete elements, they decided to enter an additional business sector. The new production plant, initially to produce solid walls, solid floors and floor slabs, was based from the start on especially flexible production capacity, with the facility for future expansion of the product ranges to include double walls or precast elements with core insulation.
Impressive know-how and technology "made in Germany"
Precast India Infrastructures decided on an experienced plant engineering company, who could not only supply the know-how and modern technology "made in Germany" but also configure the production processes precisely to the local conditions in the country. "In addition we regarded it as important that Vollert India Pvt Ltd. in New Delhi could provide support via direct contacts at short notice." states Ajit Bhate, MD of Precast India Infrastructures.
Vollert Anlagenbau of Weinsberg/Germany, under technical project management of Dipl.-Ing. Jürgen Hesselbarth, created 3D planning models for a variety of scenarios. These were presented during project meetings to allow selection of the best technical and profitable concept for the plant. The plant design included the drawings for the foundations and pits for the individual processing machines and the pallet transport system. In order to match the plant technology optimally to local conditions, and at the same time reduce the transport costs and customs charges, it was decided to make some plant components such as the shuttering pallets directly in India. "Our immense technical knowledge of the Indian market was particularly helpful in enabling us to do this." remarks Hesselbarth.
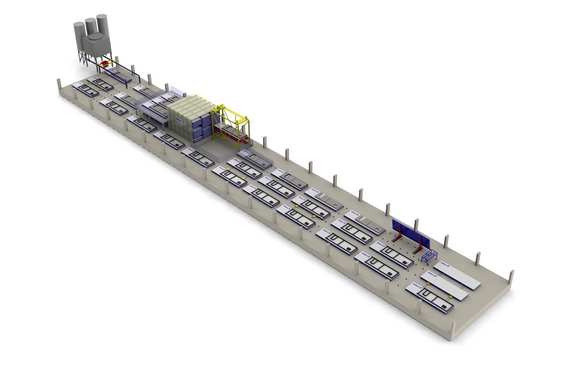
Based on an hourly production capacity of 120 m² precast concrete parts, the process selected was a semi-automated pallet circulation system. The manufacture of solid walls, solid floors and floor slabs is based on pallets with dimensions of 12.50 x 3.50 m and a maximum production width of 3.20 m. At an utilisation rate of 60 to 80% this allows the manufacture of approx. 25 to 30 m² precast concrete parts per pallet per hour. The shuttering pallets are continually in circulation, which makes for significantly more efficient production processes than stationary production and hence delivers higher productivity from the plant. "This is the first pallet circulation system in India using this standard of technology. This makes us the market leaders from the start." comments Bhate.
The pallet circuit occupies an area of 170 x 25 m and is designed to be flexible, so that the production capacity can later be expanded at any time by adding more pallets and an enlarged curing chamber. Subsequent expansion of the product range to include double walls or precast elements with core insulation is also envisaged.
Flexibly arranged plant structure and efficient working processes
The pallets are firstly cleaned using a stationary pallet cleaning device. Brushes and a steel scraper unit remove the concrete residues and adhesives sticking to the pallet. Then the pallet is moved across on to the production process itself. From here the pallet moves on rollers along one of two parallel production lines. One line is the 'standard part line' for standard parts, the other is the 'special part line', which caters for the time-consuming operations such as fitting special reinforcement, required for special precast elements. Where jobs require an especially flexible response the pallet can be moved across to the other production line. There are various positions on the production line where this can be done. Such cross-transport is performed the same way as in the ciruit as a whole, by means of pairs of cross-lifting cars, which are powered electrically using a cable carrier system. After the cross-lifting cars have been precisely positioned under the pallet, the pallet is lifted hydraulically. An electronic synchronous run-control system ensures that the pallet then moves precisely across to the new position.
The first operation is to place the shuttering profiles on the pallet. This is done either manually or using a prefabricated shuttering frame which is placed on the pallet using a mobile handling crane. Further inserted parts such as sockets, window or door frames are then placed in position. Then the separating agent is applied manually, so the precast element does not subsequently adhere to the pallet.
After the reinforcement has been inserted, the pallet is moved on to the concreting station. The concrete spreader, which is controlled from a mobile operating platform, is moved across the support gantry to a position directly under the concrete mixing unit, which then fills the discharge hopper. After the prepared pallet has been secured hydraulically on the compacting station, the concrete spreader discharges the concrete precisely on the pallet. To ensure precise dosage of the concrete, the spreader is equipped with a total of nine discharge screws. The screw tank bottom can be closed off pneumatically, thus enabling straightforward cleaning of the screw discharge unit.
The compacting of the concrete is performed at a combined vibrator/shaker station. The shaking movement is performed by two eccentric weights with a belt drive from a central shaker motor. This low-frequency compaction of the concrete is achieved by an optimum sinusoidal shaking movement which generates only a low noise level. Various different compaction programs are available, allowing the compaction energy to be configured precisely and to cater even for fairly stiff concrete. The concrete compaction can alternatively or additionally be performed at an integral high-frequency vibrator station. The vibration energy for this is transmitted from eight external vibrators acting on the roller blocks of the pallet.
A floor-guided automatic storage and retrieval machine (AS&RS), specified for a safe working load of 25 t (the tare weight of the pallet plus the weight of the concrete) then performs a fully automatic transfer of the pallet into the curing chamber and out again. The curing chamber consists of three rack towers, each with 14 pallet bays one above another. For the storage and retrieval of the pallets, the rack doors are activated using a segmented door opener. The pallets are moved in and out by means of friction wheels and a pushing and pulling device. With a view to keeping on-going operating and maintenance costs low, the AS&RS provides protection against cable breakage. By appropriate sizing of return rollers, cable drums and cable, and use of high-quality materials, the working life of the drive system can be extended to five years. As the sole manufacturer, Vollert uses a springing system for the cable support, which in the event of the cable becoming overloaded takes up the respective tensile force in a set of springs, thus preventing cable breakage. Subsequent expansion of capacity is also provided for here. Directly opposite the existing curing chamber there is an area with a foundation for two further tower racks with bays for a total of 28 pallets.
For manufacture of solid walls and solid slabs, after a curing time of about three hours the precast elements are transported through the curing chamber to the workstation beyond for trowelling. In future here an automatic trowelling machine can be retrofitted. The trowelling station is located on an upper working level, directly above the production line. This allows pallets coming from the concreting station to be transported under the trowelling station directly through to the curing chamber. Once the desired surface quality has been achieved, the pallet is returned to the curing chamber for further curing. Once the final curing time has elapsed, the pallet with the desired precast concrete part is discharged from one of the outer tower racks for release from the shuttering.
For manufacture of double walls, in future a pallet turning device can be installed in this area of the plant and integrated into the pallet circuit. The foundations for this are already in place, and the pits are provided in the shop floor. The first shell for what will then become a double wall can then be transported directly through under the trowelling station to the turning area. An optimum connection between the curing chamber and the pallet turning device can thus be implemented without problems at a later date.
After the shuttering profiles have been removed from the pallet, a tilting table in the following workstation tips the solid elements thus released to an angle of 800. They can then be gently lifted off the pallet. A handling crane is used to stack floor slabs horizontally on the receiving cradle before they are transported outdoors. The shuttering profiles are then manually cleaned of concrete adhesives and fed back into the pallet circulation system.
Work procedures visualised "in the picture"
All the components within the system are monitored via a central visualisation computer. This allows a visualised representation of the entire plant configuration and also displays the production data. The process machines are controlled through a total of 19 control panels, each of which is located directly at the respective workstation. The overall automation of the plant was designed by Vollert engineers working in close cooperation with Precast India Infrastructures. This meant the special conditions at the plant could be recognised.
Technology and know-how "made in Germany" together with a moderate degree of automation characterise this plant concept. "The flexible working processes are vital, they put us in the position to achieve economic production volumes at high product quality. The expansion options put us in the position to achieve higher capacities in future or to add further product lines such as double walls." comments
MD Ajit Bhate. The new production plant has enabled Precast India Infrastructures open up the new market in a very short time, and to satisfy the high demand from the Indian market.
"We are delighted to have extended our circle of satisfied customers with Precast India Infrastructures, and we thank them for the good spirit of cooperation and commitment they have shown. In particular we thank Mr Bhate and we wish the entire team much success with their new Vollert pallet circulation system.", illustrates Debashish Roy, Country Head Vollert India Pvt Ltd.