Wirtschaftlich hohe Ausbringungskapazitäten und kundenspezifische Wände und Decken in kürzester Zeit auf einem permanent hohen Qualitätsniveau zu produzieren, ist für Betonfertigteilhersteller unabdingbar geworden, um im Wettbewerb um Kunden und Aufträge konkurrenzfähig bleiben. Die Maschinentechnologie und die Abläufe in der Betonfertigteilproduktion müssen diesen Trends folgen. Retrofit - die Modernisierung oder der Ausbau der bestehenden Anlagentechnik - ist das bestimmende Schlagwort. "Derzeit modernisieren wir Betonfertigteilwerke europa- und weltweit" schildert Markus Schenk, Projektleiter Vertrieb und Service beim Anlagenspezialisten Vollert. Die aktuellen Projektbeispiele zeigen, wie sich durch moderne Automatik-Betonverteiler oder Hochleistungs-Palettenwendegeräte Kosteneinsparpotenziale kurzfristig realisieren lassen.
Schwarzwälder Gebr. Kaltenbach modernisiert Anlagentechnik aus den 1990ern
"Der Rohstofflieferant und Baustoffproduzent Gebr. Kaltenbach GmbH & Co. KG aus Dornstetten ist ein Musterbeispiel, wie durch permanente Modernisierungsmaßnahmen Tradition und Innovation verbunden werden kann" sagt Markus Schenk. Seit 1923 bauen die Gebr. Kaltenbach im betriebseigenen Steinbruch im nördlichen Schwarzwald Schotter und Kies ab und verarbeitet diesen weiter zu Asphalt und Transportbeton. Seit den 1990ern produziert man neben konstruktiven Betonfertigteilen wie Treppen und Balkonen kundenspezifische Elementdecken sowie Doppelwände in verschiedenen Formen für die Bauindustrie. "Die über 20 Jahre alten Anlagentechnik rüsten wir jetzt im Rahmen mehrerer Modernisierungsschritte auf den neuesten Technologiestand um" erklärt Werner Wößner, Technischer Leiter Betonfertigteilproduktion bei Gebr. Kaltenbach.
Ein wesentlicher Faktor für die spätere Endqualität der produzierten Wände und Decken ist der Betonierprozess. "Im Dezember 2016 wurde daher der komplette Betoniervorgang einem Retrofit unterzogen und der 1988 installierte, manuelle Betonverteiler durch einen hochmodernen CAD/CAM-gesteuerten Automatik-Betonverteiler von Vollert ersetzt" so Wößner. Der neu installierte SMART CAST Betonverteiler sorgt für eine homogene und präzise Austragung des Betons. "Wir sparen hierdurch bis zu 10% Beton gegenüber früher ein. Das hat unsere Erwartungen wirklich übertroffen", so Wößner.
Die bestehende Laufbahn des Betonverteilers konnte dabei erhalten bleiben. Um den neuen Automatik-Betonverteiler in das Leitsystem zu integrieren, wurde die Maschinensteuerung entsprechend erweitert. Für den jeweils nächsten Betoniervorgang wird ein optimales Verfahrprogramm erzeugt. Die Betondosierung erfolgt über Schneckenaustragseinheiten, wobei die Ansteuerung der Schneckenantriebe im Automatikbetrieb einzeln oder gruppenweise erfolgt. Verschlusskappen sorgen für einen sauberen Austrag. Eine rotierende Verteilerwalze verhindert eine Schüttkegelbildung und gewährleistet einen optimalen Betonfluss zum Austrag hin. Um das Austragsvolumen auf unterschiedliche Betonkonsistenzen einzustellen, kann die Schneckenaustragseinheit frequenzgeregelt, d.h. stufenlos eingestellt werden. Die Betonaustragsmenge wird permanent digital erfasst und überwacht. Die Längs- und Querwegmessung erfolgt mittels eines intelligenten Lasersystems. Der Positionswert wird millimetergenau zur Automatiksteuerung weitergegeben. Eine zusätzlich integrierte Aufrauvorrichtung sorgt für ein zeitsparendes Aufrauen der Oberfläche mit einem gleichmäßigen Aufraubild. Bis zu 4 Elementdecken stündlich durchlaufen den Betonierprozess heute. Die Umrüstzeit für das gesamte Retrofit betrug nur zwei Wochen während der Weihnachtsferien 2016.
Hohe Qualitätsziele in der fdu-Gruppe
Auch die MÜVA Beton in Holzminden möchte durch ein neuen CAD/CAM-gesteuerten SMART CAST Automatik-Betonverteiler die Anlagenproduktivität in ihrer Elementdeckenproduktion steigern. MÜVA Beton ist Teil der fdu-Gruppe, mit einer jährlichen Kapazität von 8,7 Mio. m² Elementdecken und 1,6 Mio m2 Elementwänden nach eigenen Angaben der größte deutsche Anbieter. "Modernisierung ist ein permanentes Thema für uns" schildert Benno Strack, Leiter Prozessleittechnik MES. "Mit dem neuen Automatik-Betonverteiler können wir in Holzminden die Deckenplattenqualität deutlich steigern und den Betonaustrag reduzieren." Optimale Verfahr- und Austragsprogramme und eine Längs- und Querwegmessung mittels eines intelligenten Lasersystems sorgen auch hier für Kosteneinsparungen. Zusätzlich wurde die ebenfalls in den 90er Jahren installierte Rüttelstation durch eine moderne niederfrequente SMART COMPACT² Schüttelstation von Vollert ersetzt. Beim Verdichten des Frischbetons wird der bei sonst üblichen Verdichtungsverfahren auftretende Lärmpegel stark reduziert. Die gewünschte Verdichtungsenergie kann dabei exakt eingestellt werden. Auch deutlich steiferer Beton kann hierdurch verarbeitet werden. "Die neue Verdichtungsstation wurde extrem flach ausgeführt, somit waren bei einer Umlaufbauhöhe von 320 mm nur Bodenaussparungen im Teilbereich der Unwuchtantriebe notwendig" schildert Markus Schenk von Vollert.
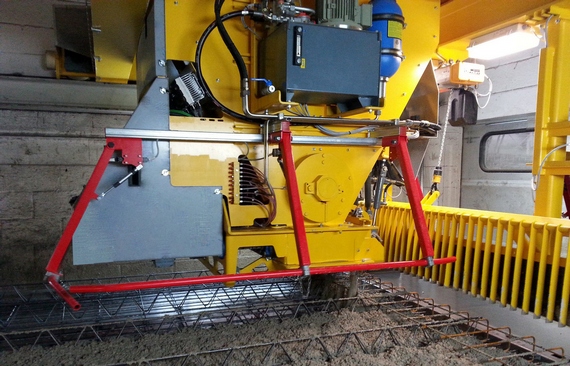
Auch der Magaziniervorgang der Querabsteller wurde komplett modernisiert. Ein neu installiertes MRP-Gerät nimmt hierbei nicht nur die Querabsteller von der Umlaufpalette auf und magaziniert sie, sondern reinigt gleichzeitig auch mittels Walzen- und Randschalungsbürsten die Palettenoberfläche von Beton- und Kleberesten und bringt das Trennmittel auf. Aus dem mitfahrenden Magazin setzt das hochpräzise Greifsystem CAD/CAM-gesteuert die Querabsteller für das nächste Betonfertigteil. Die Magnete werden hierzu automatisiert durch ein pneumatisches Auslösesystem geschlossen. Zusätzlich werden die Konturen für die Längsabsteller und Einbauteile mittels löslicher Farbe aufgeplottet. "Vollert hat hier in kürzester Zeit alle drei Komponenten zu unserer vollsten Zufriedenheit ausgetauscht", so Projektleiter Benno Strack.
Effiziente Doppelwandproduktion bei BE Beton-Elemente
Um die Abläufe in der Doppelwandproduktion zu optimieren und auf die Anforderungen der heutigen Bauindustrie abzustimmen, gilt bei Retrofit-Projekten vor allem der Wendetechnik ein besonderes Augenmerk. BE Beton-Elemente im süddeutschen Steißlingen, seit fast 70 Jahren Hersteller anspruchsvoller Wände und Decken, modernisierte jetzt den Teilbereich der Doppelwandfertigung. Im Mittelpunkt: das neue VArio TURN Paletten-Wendegerät. "Wir produzieren teilweise sehr komplexe Wandelemente mit unterschiedlichsten Teilgeometrien und Höhen, mit und ohne Isolierung. Eine maximale Anlagenproduktivität bei der Herstellung von hochwertigen, beidseitig schalungsglatten Doppelwänden war daher die klare Zielsetzung bei der Modernisierung der bestehenden Wendetechnik" schildert Dietmar Notz, Technischer Betriebsleiter bei BE Beton-Elemente.
Die neu installierte Wendetechnologie bietet eine höhere Haltekraft, was es ermöglicht, neben steigenden Ausstoßzahlen auch äußerst unterschiedliche Wände zu fertigen. Hierfür wurde die komplette Wendetraverse ersetzt sowie die Automatisierungstechnik modernisiert und der neuen Technologie angepasst. Die Umlaufpalette wird vor dem Drehvorgang zunächst in der Wendetraverse hydraulisch verriegelt. Pneumatisch verriegelte Spannarme gewährleisten, dass die Oberschale der Doppelwand während der Hub- und Drehbewegung auf der Wendetraverse sicher gehalten werden. Traglasten von bis zu 10 t werden realisiert. "Die Spannarme der Anschlagseite sind verschiebbar über Schuhe und Halfenschienen fixiert und verbleiben permanent an der Wendetraverse. Dadurch entfällt die bisher zeitaufwändige manuelle Montage und Demontage der Spannarme vor bzw. nach dem Wendevorgang" erklärt Markus Schenk von Vollert. "Das neue Spannarmsystem von Vollert bietet hierdurch einen klaren Kostenvorteil". Wandabstandshalter gewährleisten, dass Doppelwände von 180 - 400 mm produziert werden können. Die Informationen werden vom Leitrechner an die Wendetraverse übermittelt. Die Abstandshalter stellen sich dann automatisch auf die geforderte Wandhöhe ein. Um kerngedämmte Doppelwände herzustellen, ist die neue Wendetraverse zusätzlich mit einer automatisierten Höhenverstellung ausgerüstet. Hierfür wurde die pneumatische Spanneinheit auf einer höhenverstellbaren Unterkonstruktion mit einem maximalen Hub von 160 mm angebracht. Die Arretierung auf der geforderten Wandgesamthöhe erfolgt ebenfalls vollautomatisiert CAD/CAM-gesteuert.
Retrofit - Ein nachhaltiger Trend
Betonfertigteilhersteller werden zukünftig noch mehr in die bestehende Anlagentechnik investieren müssen, um nachhaltig konkurrenzfähig zu sein. "Die Beispiele zeigen, wie sich durch neueste Maschinentechnologie Kosteneinsparpotenziale kurzfristig realisieren lassen. Mit unserem Modernisierungsprogramm bieten wir Betonfertigteilwerken eine effektive Antwort auf die heutigen Bautrends und den steigenden Kostendruck" schildert Markus Schenk von Vollert.