Spannbetonschwellen für Gleisanlagen ersetzen zunehmend die Nutzung von Stahl- oder auch Holzschwellen in Schienennetzen. Sie sind langlebiger als Holzschwellen und müssen nicht mit Steinkohlenteeröl imprägniert werden. Sämtliche Bauformen der üblichen Schwellentypen lassen sich heute durch Spannbeton substituieren. Um die steigende Nachfrage seitens der Industrie und der öffentlichen Hand abzudecken, investieren Betonwerke und Bauunternehmen zunehmend in automatisierte Produktionsanlagen, um hohe Stückzahlen wirtschaftlich produzieren zu können.
Von 0 auf 450.000 Spannbetonschwellen in sechs Monaten
So auch Inkol Insaat, ein Tochterunternehmen der türkischen Kolin-Gruppe, die sich mit dem neuen Betonschwellenwerk ein zusätzliches, wachstumsstarkes Geschäftsfeld erschließt. Für den neuen Produktionsstandort im westanatolischen Afyon wurde bei der Auftragsvergabe im Oktober 2010 vor allem darauf Wert gelegt, einen Partner zu finden, der nicht nur die reine Technologie liefert, sondern ein nachhaltiges Anlagenkonzept.
In der hochautomatisierten Formenumlaufanlage werden Spannbetonschwellen des Typs B70 hergestellt. "200 Schwellenformen befinden sich ständig im Umlauf, was gegenüber einer stationären Fertigung für deutlich effizientere Produktionsprozesse und damit für eine höhere Anlagenproduktivität sorgt." so Steffen Schmitt, Projektleiter bei Vollert Anlagenbau. "Die gefertigten Schwellen werden dabei verlegefertig aus dem Werk ausgeliefert, das heißt die gesamte Bewehrung ist in der Schwelle eingebaut und gemäß den Normen vorgespannt und die Schienenbefestigung ist fertig montiert."
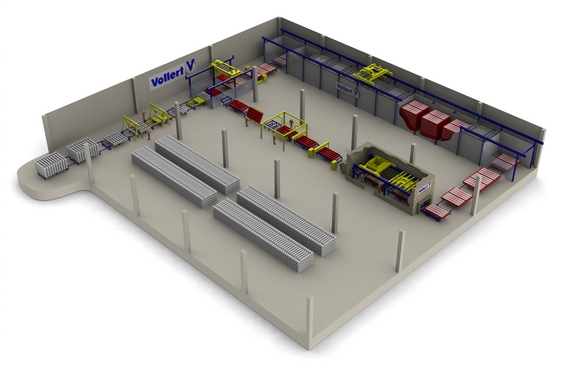
Die Ende März 2011 fertig gestellte Formenumlaufanlage ist passgenau auf die Umgebungsbedingungen zugeschnitten worden. Die Umlaufanlage findet durch ihre kompakte Anlagenstruktur auf einer Grundfläche von 65 x 25 m Platz. 450.000 Spannbetonschwellen werden zukünftig im 2-Schicht-Betrieb produziert, bei einem Ausstoß von 80 Schwellen pro Stunde. Dazu bedurfte es einer intelligenten Auslegung der einzelnen Produktionsprozesse, um die geforderten Stückzahlen zu erreichen.
Modernste Anlagentechnik sorgt für hohen Automatisierungsgrad
Die 4-fach-Schwellenformen werden zunächst geölt und mit Druckluft gereinigt, bevor die Dübel für die spätere Schienenbefestigung eingebracht werden. Für eine ergonomische Dübelmontage wird die Form über ein Kipptisch bereit gestellt. Im nächsten Produktionsschritt werden die Spanndrähte, noch vor dem Betonier- und Verdichtungsvorgang, in die Form eingebracht. Hierzu werden zunächst über eine Kopfstauchmaschine jeweils vier Einzeldrähte mit zwei Ankerplatten verbunden. Je Schwelle werden zwei vorkonfektionierte Baugruppen über ein Bewehrungshandling eingebracht. Anschließend werden die Ankerplatten an den in der Schwellenform montierten Spann- und Ankerbolzen befestigt. Das Bewehrungshandling fährt in die Grundstellung zurück und kann weitere Baugruppen aufnehmen. Folgend werden die Drähte über die Spannbolzen automatisiert vorgespannt, wobei die Spannkraft mittels einer Messeinrichtung überwacht und protokolliert wird.
Im nächsten Schritt wird die Schwellenform betoniert. Der Betonverteiler mit Schneckenaustrag, der über eine voll automatische Kübelbahn versorgt wird, befüllt die Formen. Gleichzeitig zur Befüllung erfolgt die Verdichtung mit einer hochfrequenten Rüttelstation. Die betonierten Formen werden anschließend zur Einlagerung in die beheizte Härtekammer weiter transportiert. Ein leistungsfähiger Kranmanipulator, der bis fünf Tonnen Traglast ausgelegt ist, übernimmt die positionsgenaue Ein- und Auslagerung der frisch betonierten 4-fach-Formen. Die Härtekammer besteht aus zehn Einzelkammern, wobei in jeder Kammer 24 Schwellenformen eingelagert werden können. Dies bedeutet eine maximale Kapazität von 960 Schwellen.
Nach einer Aushärtezeit von circa acht bis zehn Stunden werden die Formen an die automatische Entspannstation übergeben. Durch den Umspannprozess wird die Vorspannung in die Betonschwelle eingeleitet. Mittels eines Wendegeräts werden die Formen anschließend um 180 Grad gedreht und entschalt und gleichzeitig dem Umlaufprozess wieder zugeführt. Die ausgeschalten Schwellen werden an die Schienenauflagemontage übergeben.
Der Formentransport innerhalb der gesamten Anlage erfolgt über Rollenförderer, im Ein- und Auslagerbereich zu und von der Härtekammer über Kettenförderer. Dabei werden sämtliche Produktionsprozesse zentral über einen Leitrechner gesteuert, unter anderem kann der Temperaturverlauf in jeder der zehn Härtekammern individuell und prozessoptimiert eingestellt und der vollautomatische Ein- und Auslagerprozess sowie der Transport der Formen in der Produktionslinie definiert werden. Auswertungen zeigen dem Anlagenbetreiber jederzeit die Wirtschaftlichkeit und die Produktionsmengen seiner Umlaufanlage.
Nachhaltiger Wachstumskurs angestrebt
"Der hohe Automatisierungsgrad in der Umlaufanlage sorgt für effiziente Prozesse. Dies gewährleistet eine wirtschaftlichen Produktionsmenge" so Adnan Dincer, General Manager bei Inkol Insaat. "Und dies in einer hervorragenden Produktqualität. Gemeinsam mit Vollert haben wir dieses Projekt in einem äußerst knappen Zeitraum realisiert. Die Kolin-Gruppe kann durch das neue Betonschwellenwerk seinen Wachstumskurs weiter fortsetzen und sich so in kürzester Zeit den neuen Markt erschließen und der hohen Nachfrage im türkischen Schienenmarkt nachkommen."