Pre-stressed concrete sleepers are increasingly replacing the use of steel or wooden sleepers in railway networks. They last longer than wooden sleepers and do not need to be impregnated with mineral tar oil. All the shapes of normal types of sleepers can now be substituted with pre-stressed concrete. Concrete factories and building companies are increasingly investing in automated production plants to increase productivity, work more efficiently and satisfy the growing demand of the industry and the public sector.
From 0 to 450.000 pre-stressed concrete sleepers
So Inkol Insaat, a subsidiary of the Turkish Kolin Group that is accessing an additional, fast growing business segment with the new concrete plant. For the new production plant in West Anatolian Afyon a priority was on finding a partner that provides not only the pure technology but also a sustainable plant concept.
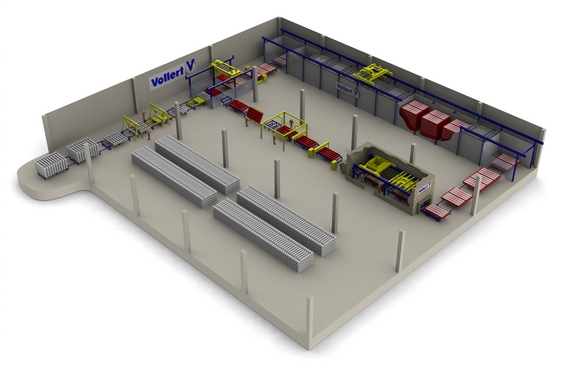
In the highly automated mould circuit, concrete sleepers type B70 are produced. "200 railway sleepers are in constant circulation, which compared with a stationary production, leads to significantly more efficient manufacturing processes and thus to a higher plant productivity", explains Steffen Schmitt, project Manager at Vollert Anlagenbau GmbH. "Pre-stressed concrete railway sleepers are supplied ready for laying straight from the factory, meaning that all the reinforcing has been built into the sleepers and pre-stressed in accordance with the standards."
The plant was finished in March 2010 and has been tailored to fit exactly the environmental conditions. The mould circuit has a ground area of only 65 x 25 meters resulting from a very compact installation structure. 450.000 pre-stressed concrete sleepers will be produced prospectively in a 2-shift operation, with a production of 80 sleepers per hour. In order to achieve this number of units, an intelligent planning of every individual production process was necessary.
State-of-the-art technology ensures high degree of automation
The four-sleepers moulds are first oil-impregnated and cleaned with air compression before the dowels necessary for the rail-fastening afterward, are fixed. For an economic assembly of the dowels the form is delivered using a tilting table. Subsequently the strands are applied in the mould even before the concreting and compaction process begins. For this four individual strands are connected with two anchor plates by using a button heading machine. Per sleeper two pre-fabricated assembly groups are positioned by means of a reinforcement handling. Subsequently the anchor plates are fixed to the clamp bolts mounted in the form. The reinforcement handling goes to the initial position and is adjusting the next assembly groups. Afterwards the strands are automatically pre-stressed by the clamp bolts while the clamping force is constantly controlled and documented by a measuring device.
In the next step the sleeper form is concreted. The concrete spreader equipped with rotating screws and fed from a fully automated tub line loads the moulds. Simultaneously to the concreting process the compaction takes place by using a high frequency compaction station. Subsequently the forms are transported for storage in pre-heated curing chamber. A high-performance crane manipulator with a loading capacity up to 5 tons takes over the exactly storage and retrieval of the fresh concreted four-sleepers moulds. Up to 24 concrete sleepers can be stored in the 10 chamber bays which mean a maximum capacity of 960 sleepers. After eight to ten hours curing time the moulds are handed over to the automatic destressing machine and the pre-stressing process is starting. Afterwards the forms are demoulded by using a turning device and returned to the circuit. The sleepers are handed over to the final assembly.
The in-plant transport of the forms is carried out by roll conveyors, in the storage area from and to the curing chamber by chain conveyors. In this all manufacturing processes are controlled by master computers. So the temperature gradation in each curing chamber can be managed individually and process-optimized and the transport of the forms in the production line is automated. A large number of statistics are available for the plant operator at any time showing him the operating efficiency and the manufacturing output.
Sustainable growth path pursued
"The highly automated mould circuit ensures efficient processes and thus economic manufacturing outputs", says Adnan Dincer, General Manager at Inkol Insaat." And this in an outstanding product quality. Together with Vollert we have realized this project in an extremely short time period. With the new concrete sleeper plant, the Kolin Group can now continue its growth path and open up the new market in shortest time."