
Producing profitable, high output capacities and customer-specific walls and ceilings in the shortest time at a permanently high quality level has become indispensable for manufacturers of precast concrete elements in order to remain competitive in the contest for customers and orders. The machine technology and the processes in the production of precast concrete elements must follow this trend. Retrofit - the modernization or the upgrading of the existing system technology - is the definitive watchword. "Right now we're modernizing precast concrete element factories across Europe and around the world," describes Markus Schenk, Project Manager for Sales and Service at the system specialists Vollert. The current project examples show how cost-saving potentials can be realized in the short term with modern automatic concrete distributors or high-performance pallet turning devices.
Gebr. Kaltenbach in the Black Forest modernizes system technology from the 1990s
"The raw material supplier and construction material producer Gebr. Kaltenbach GmbH & Co. KG in Dornstetten is a textbook example of how tradition and innovation can be connected through permanent modernization measures," says Markus Schenk. Since 1923, Gebr. Kaltenbach has mined gravel and aggregate in the company's own quarry in the northern Black Forest and processes these further into asphalt and ready-mix concrete. Since the 1990s, in addition to constructive precast concrete elements like stairs and balconies, the company has produced customer-specific prefabricated ceilings as well as double walls in various forms for the construction industry. "Now we're retrofitting the system technology, which is over 20 years old, to the latest state of the art in the scope of multiple modernization steps," explains Werner Wößner, Technical Manager of Precast Concrete Element Production at Gebr. Kaltenbach.
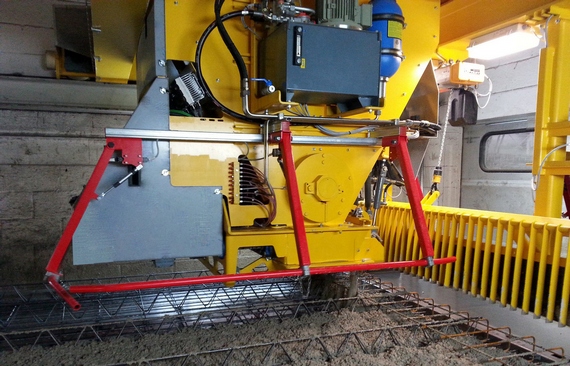
A significant factor for the later end quality of the walls and ceilings being produced is the concreting process. "In December 2016, therefore, the entire concreting process was subjected to a retrofit and the manual concrete distributor installed in 1988 was replaced by a cutting-edge CAD/CAM-controlled automatic concrete distributor from Vollert," says Wößner. The newly installed SMART CAST concrete distributor enables a homogenous and precise distribution of the concrete. "With this machine, we use up to 10% less concrete compared to earlier. That has really exceeded our expectations," says Wößner.
The existing running track of the concrete distributor was thus able to be retained. In order to integrate the new automatic concrete distributor in the guidance system, the machine controller was expanded appropriately. For the respective next concreting process, an optimal travel program is generated. The concrete metering occurs via screw output units, whereby the screw drives are activated in the automatic mode individually or in groups. End caps ensure a clean output. A rotating distribution drum prevents the formation of material cones and ensures an optimal flow of concrete to the discharge. To adjust the output volumes to different concrete consistencies, the screw output unit can be frequency-regulated, i.e. steplessly adjusted. The concrete output amount is permanently measured and monitored digitally. The length and transverse measurement occurs via an intelligent laser system. The position value is forwarded to the automatic controller with millimeter precision. An additional built-in roughening device ensures a time-saving roughening of the surface with an even roughening profile. Up to 4 prefabricated ceilings per hour run through the concreting process today. The retooling time for the entire retrofit was only two weeks during the Christmas holiday 2016.
High quality targets in the fdu Group
MÜVA Beton in Holzminden also wanted to increase the system productivity in its prefabricated ceiling construction with a new CAD/CAM-controlled SMART CAST automatic concrete distributor. MÜVA Beton is part of the fdu Group, with an annual capacity of 8.7 mil. m2 (93.6 mil. ft2) of prefabricated ceilings and 1.6 mil. m2 (17.2 mil. ft2) of prefabricated walls, according to the largest German suppliers' own statements. "Modernization is an enduring theme for us," describes Benno Strack, Manager of Process Control Engineering MES. "With the new automatic concrete distributor, we can significantly increase the ceiling slab quality in Holzminden and reduce the concrete output." Optimal travel and output programs and a length and transverse measurement using an intelligent laser system also ensure cost savings here. In addition, the vibrating station, likewise installed in the 1990s, was replaced by a modern low-frequency SMART COMPACT² jogging unit from Vollert. In the compaction of the fresh concrete, the noise level generated by formerly usual compaction processes is strongly reduced. The desired compaction energy can thereby be precisely adjusted. Even significantly stiffer concrete can be processed in this way. "The new compaction station was designed to be extremely flat, so that at a circumferential height of 320 mm, only notches in the floor in the area of the imbalance drive were necessary," describes Markus Schenk of Vollert.
The magazine process for the transverse side rails was also completely modernized. A newly installed MRP device hereby not only picks up the side rails from the circulation pallet and magazines them, but also simultaneously cleans the pallet surface of concrete and glue residues using rolling and edge formwork brushes and applies the separating agent. The highly precise gripping system, controlled by CAD/CAM, takes the side rails out of the on-board magazine for the next precast concrete element. The magnets are closed for this purpose automatically through a pneumatic trigger system. In addition, the contours for the longitudinal side rails and fitted components are plotted out using soluble color. "Vollert has replaced all three components here in the shortest time to our fullest satisfaction," says project manager Benno Strack.
Efficient double-wall production at BE Beton-Elemente
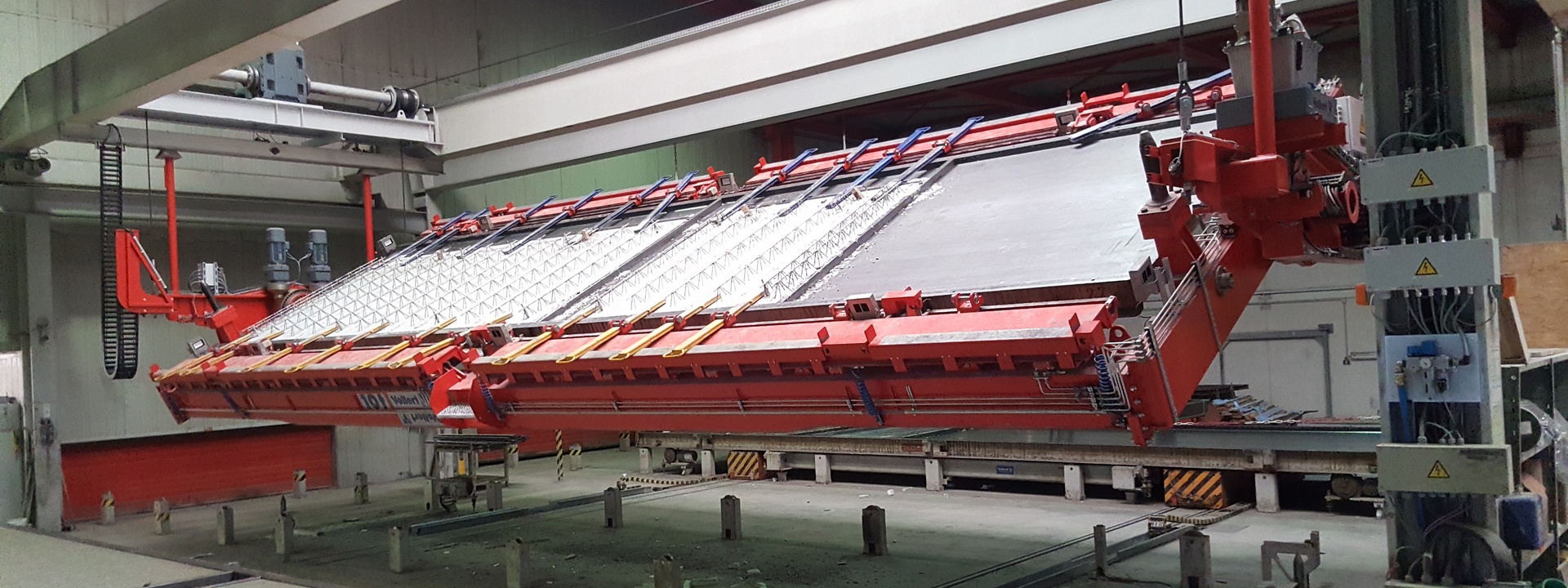
In order to optimize the processes in the double-wall production and to meet the requirements of today's construction industry, the turning technology in particular is a special focal point in retrofit projects. BE Beton-Elemente in Steißlingen in southern Germany, manufacturer of up-market walls and ceilings for nearly 70 years, has now modernized the section of double-wall fabrication. At the center: the new VArio TURN pallet turning device. "We sometimes produce very complex wall elements with the greatest variety of part geometries and heights, with and without insulation. A maximal system productivity in the manufacture of high-quality double walls that are smooth on both sides was therefore the clear goal in the modernization of the existing turning technology," describes Dietmar Notz, Technical Manager at BE Beton-Elemente.
The newly installed turning technology offers a higher holding force, which makes it possible to produce, along with increasing production numbers, the greatest variety of walls as well. For this purpose, the complete turning crosshead was replaced; the automation technology was modernized; and the new technology was adjusted. The circulation pallet is first hydraulically locked in the turning crosshead before the turning process. Pneumatically locked clamping arms ensure that the upper shell of the double wall is securely held on the turning crosshead during the lifting and turning motion. Loads of up to 10 metric tons (11 US tons) are realized. "The clamping arms of the stop side are attached adjustably via shoes and Halfen rails and remain permanently on the turning crosshead. That eliminates the previously time-consuming manual mounting and removal of the clamping arms before and after the turning process," explains Markus Schenk of Vollert. "The new clamping arm system from Vollert thus offers a clear cost advantage." Wall spacers ensure that double walls of 180 - 400 mm (7 - 16 in) can be produced. The information is transmitted from the master computer to the turning crosshead. The spacers then adjust themselves automatically to the required wall height. In order to manufacture core-insulated double walls, the new turning crosshead is additionally equipped with an automated height adjustment. For this purpose, the pneumatic clamping unit is attached to a height-adjustable substructure with a maximum lift of 160 mm (6.3 in). The locking at the required total wall height, likewise occurs fully automatically, controlled by CAD/CAM.
Retrofit - A lasting trend
Manufacturers of precast concrete elements will have to invest even more in the existing system technology in the future to be consistently competitive. "The examples show how cost-saving potential can be realized in the short term through the latest machine technology. With our modernization program, we offer precast concrete element factories an effective answer to the current construction trends and the increasing cost pressure," describes Markus Schenk of Vollert.